
Thor Ahlgren tarjoaa ohutlevyjen laserleikkausta - ohuista ohutlevyistä raskaisiin levyihin - korkealla toistettavuudella, tiukoilla toleransseilla ja lyhyillä toimitusajoilla. Yhdistämme nykyaikaiset CO2-laserit ja hyväksi todetut työmenetelmät, jotta piirustuksestasi tulee valmis yksityiskohta, jossa on oikea reunan laatu, oikeat mitat ja oikea dokumentaatio.





Ota yhteyttä ja me autamme sinua
Puh: +46 (0) 370 798 05
Posti: ulf.sundling@thorahlgren.se


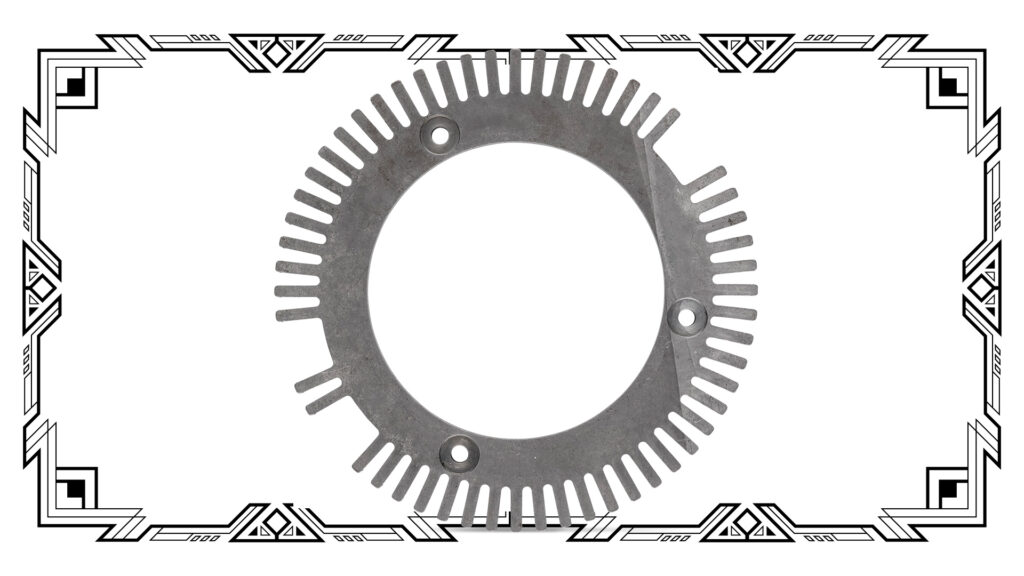
Kohdekuva: hieno leikkauspinta, pienet lämpövaikutteiset alueet ja mittasuhteiltaan vakaat yksityiskohdat.
Miten työskentelemme:
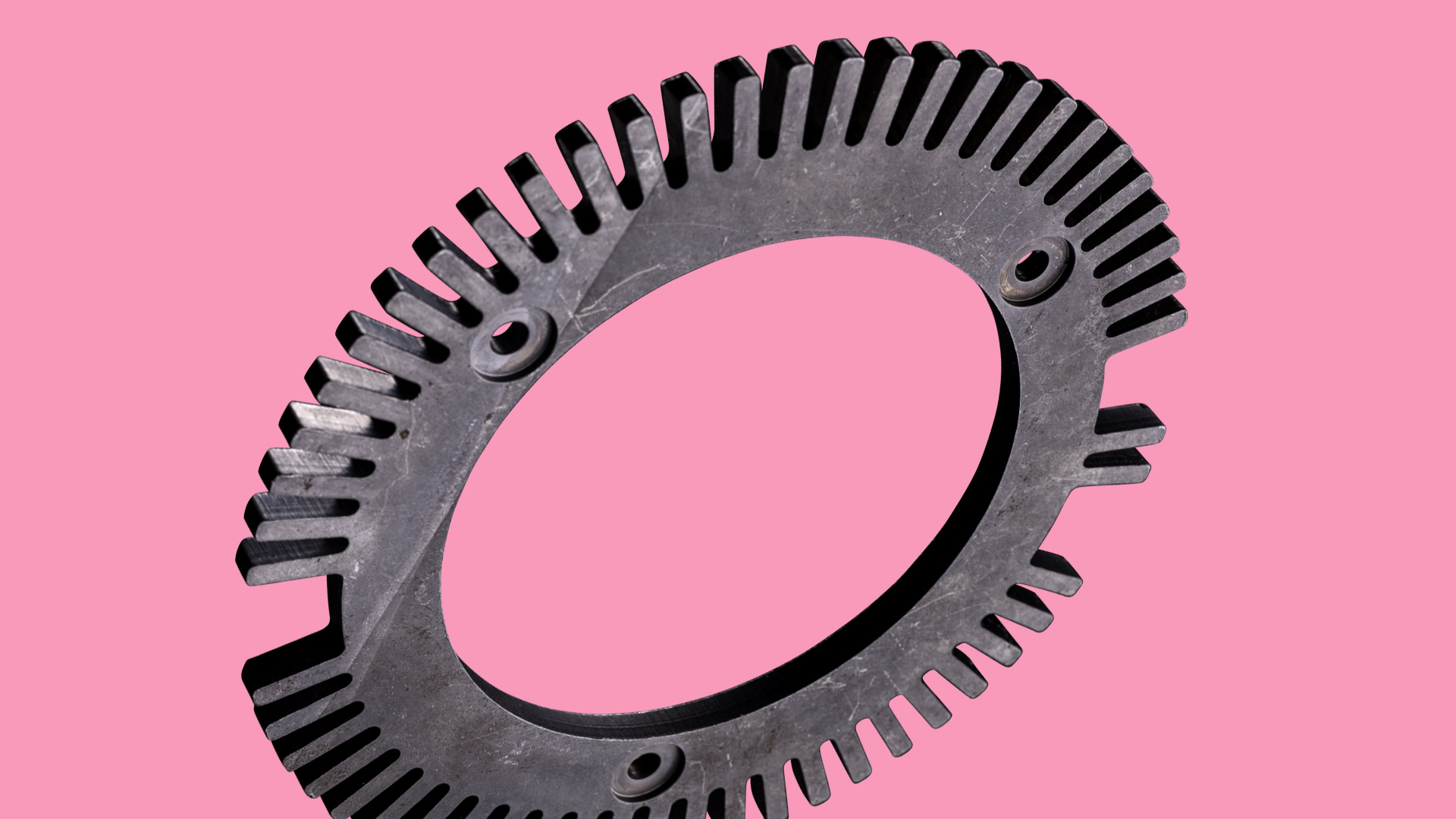
Kohdekuva: turvallinen läpileikkaus, kestävä prosessi, hyvä reunageometria.
Miten työskentelemme:
Kohdekuva: Hallittu lämmöntuotto ja ennustettava leikkauslaatu myös suurilla materiaalipaksuuksilla.
Miten työskentelemme:
Kohdekuva: säilyttäen kovuuden leikkausalueella ja korkean reunan eheyden.
Miten työskentelemme:
Kohdekuva: kosmeettisesti houkuttelevat, oksidivapaat leikkaukset, jotka ovat valmiita jatkokäsittelyyn tai näkyviin pintoihin.
Miten työskentelemme:
Kohdekuva: sileä leikkauspinta ja hallittu purse materiaalissa, jolla on korkea lämmönjohtavuus.
Miten työskentelemme:
Autamme sinua saamaan projektisi maaliin suurimmalla tarkkuudella ja luotettavuudella. Anna meidän olla kumppanisi laserleikkauksessa - ota yhteyttä jo tänään ja pyydä ilmainen konsultaatio!
Puh: +46 (0) 370 798 05
Posti: ulf.sundling@thorahlgren.se
| Cookie | Kesto | Kuvaus |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 kuukautta | Tämän evästeen asettaa GDPR Cookie Consent -lisäosa. Evästeen avulla tallennetaan käyttäjän suostumus kategorian "Analytics" evästeille. |
| cookielawinfo-checkbox-functional | 11 kuukautta | Eväste asetetaan GDPR:n evästesuostumuksen mukaisesti tallentamaan käyttäjän suostumus kategorian "toiminnalliset" evästeet. |
| cookielawinfo-checkbox-necessary | 11 kuukautta | Tämän evästeen asettaa GDPR Cookie Consent -lisäosa. Evästettä käytetään tallentamaan käyttäjän suostumus evästeille luokassa "Välttämätön". |
| cookielawinfo-checkbox-others | 11 kuukautta | Tämän evästeen asettaa GDPR Cookie Consent -lisäosa. Evästettä käytetään tallentamaan käyttäjän suostumus evästeille kategoriassa "Muut". |
| cookielawinfo-checkbox-performance | 11 kuukautta | Tämän evästeen asettaa GDPR Cookie Consent -lisäosa. Evästettä käytetään tallentamaan käyttäjän suostumus kategorian "Suorituskyky" evästeille. |
| viewed_cookie_policy | 11 kuukautta | Evästeen asettaa GDPR Cookie Consent -lisäosa, ja sitä käytetään tallentamaan, onko käyttäjä antanut suostumuksensa evästeiden käyttöön. Se ei tallenna mitään henkilötietoja. |